铸铝平台是机械生产中的常用平台之一,该类平台的工作面通常为平面,国标规格我厂均备有成品,如果异型规格可以按要求定做加工。
铸铝平台的生产工艺流程介绍如下:
1、铸铝平台毛坯:按技术要求制图纸、按图纸制作模型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
2、铸铝平台机械加工:外观检验并划线、加工、检验;
3、铸铝平台工件调平、人工刮研、检验科检验;
4、铸铝平台的外观处理、喷漆、包装、入库。
除了以上生产流程以外,客户朋友在订购铸铝平台时请注意以下几方面要点:
1、精度问题:铸铝平台的精度可以分为0级、1级、2级、3级。铸铁平板的精度标准在《中华人民共和国机械行业标准》JB/T7974—1998里可以查到。选用精度标准时一般根据使用情况酌情而定。通常面积越大整体精度越低,对于较大面积的平台但要求精度较高,这需要使工作面加厚,围子和筋比例调整才能保证精度达标。
2、铸铝平台的承载要求:铸铝平台的承载是指铸铝平台单位面积承受的重量后,铸铝平台的变形挠度。为了便于理解,我们可以看作铸铝平台放好工件后,在不影响正常使用的情况下,铸铁平板所能够承受的压力。您在订购平台时请像我厂销售人员说明工件大小及重量,我厂可以根据您的使用情况来设计划线平台的结构。
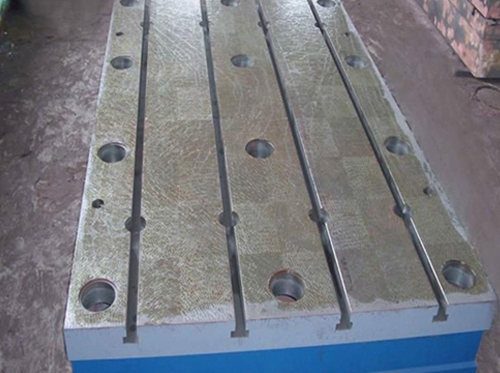
3、铸铝平台的安装方式:通常情况下平台的安装有配套支架、地锚器、地脚螺栓、调整垫铁。对于较大的平台可以采用地锚器或者地脚螺栓方式,如3000*6000、2000*7000等;对于不需要打地基的平台可以用调整垫铁放到地面上调平即可;对于中小型的平台,而且作业高度700mm左右的平台可以加配套支架。
铸铝平台基本信息,铝件在铸造形成过程中,容易产生内部疏松、缩孔、气孔等缺陷,这些含有缺陷的铸件在经过机加工后,表面致密层部件被去掉而使内部的组织缺陷暴露出来。对有密封要求的汽车铸铝件,如气缸体、气缸盖、进气歧管、制动阀体等,在进行耐压密封试验时,缺陷微孔的存在将导致密封介质的渗漏造成大量废品,且这些缺陷往往机加工后经试压才能发现,从而造成工时、原材料和能源的严重浪。为了解决汽车铸铝件废品率高的问题,挽救因上述缺陷可能报废的铸件,生产中要采取 的处理措施,目前使用普遍的技术是浸渗处理,即堵漏。所谓“浸渗”,就是在 条件下把浸渗剂渗透到铸铝件的微孔隙中,经过固化后使渗入孔隙中的填料与铸件孔隙内壁连成一体,堵住微孔,使零件能满足加压、防渗及防漏等条件的工艺技术。
铸铝件的成本低、工艺性好、重熔 节省资源和能源,所以这种材料的应用和发展不衰。如研究开发冲天炉-电炉双联熔炼工艺及装备。广泛采用的铁液脱硫、过滤技术。薄壁高强度的铸铁件制造技术,铸铁复合材料制造技术,铸铁件表面或局部强化技术,等温洋火球墨铸铁成套技术。采用金属型铸造及金属型覆砂铸造、连续铸造等特种工艺及装备等。
铸铝件铸造轻合金由于具有密度小、比强度高、耐腐蚀等一系列优良特性,将广泛地应用于航空、航天、汽车、机械等各行业。特别是在汽车工业中,为降低油耗提 源利用率,用铝、镍合金铸件代替钢、铁铸件是长期的发展趋势。其中着重解决 、、操作简便的精炼技术,变质技术,晶粒细化技术及炉前快速检测技术。为进一步提高材料性能、大限度发挥材料的潜能,可开发铝合金材料,特别是铝基复合材料以满足不同工况的性能要求。加强簇合金熔炼工艺的研究,续合金压铸与挤压铸造工艺及相关技术的开发研究。完善铁合金熔炼设备及相关技术和工艺的开发研究。
量具热处理的主要特点是在保持高硬度与高耐磨性的前提下,尽量采取各种措施使量具在长期使用中保持尺寸的稳定,这就会大大提高量具的度了。先介绍一下量具的时效效应。
因为马氏体在使用中继续分解,正方度降低引起体积收缩。用于制造量具的过共析钢淬火后含有 数量的残余奥氏体,残余奥氏体变为马氏体引起体积膨版。残余内应力的存在和重新分布,使弹性变形部分地转变为塑性变形引起尺寸变化。
因此在量具的热处理中.应针对上述原因采用如下热处理措施。调质处理,其目的是获得回火索氏体组织,以减少淬火变形和提高机械加工的光洁度。另时效处理,为了进一步提高尺寸稳定性,淬火、回火后.再在120~150℃进行24~36h的时效处理,这样可消除残余内应力,大大增加尺寸稳定性而不降低其硬度。
总之.量具钢的热处理为除了要进行一段过共析钢的正常热处理(不 淬火十低温回火)之外.还需要有三个附加的热处理工序.即淬火之前进行调质处理、正常淬火处理之间的冷处理、正常热处理之后的时效处理。冷处理。高精度量具在淬火后 进行冷处理.以减少残余奥氏体量.从而增加尺寸稳定性。冷处理温度一般为一70—-80℃并在淬火冷却到室温后立即进行,以免残余奥氏体发生陈化稳定。淬火和低温回火,量具通常采用不 淬火加低温回火处现在保证硬度的前提下,尽量降低淬火温度并进行预热,以减少加热和冷却过程中的温差及淬火应力。一般采用低温回火,回火温度为150~160℃,回火时间不应小于4~5h.量具的热处理可以很好的解决量具的时效效应,是提高量具度的主要手段,同时也提高了铸铁平台,划线平台等基础平台的使用寿命和精度,使其好的为我们服务,大大提高生产效率。