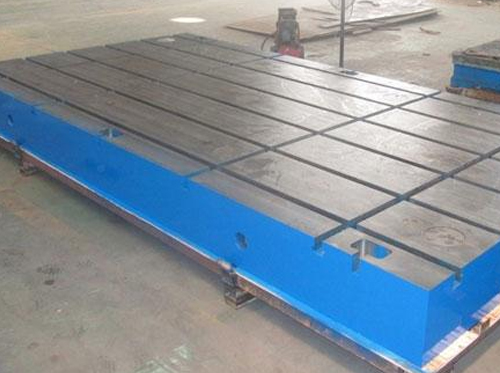
铸铁平台在铸造过程中都会产生残余应力,残余应力是构件还未承受荷载而早已存在构件截面上的初应力,在构件使用期间,和其他所受荷载引起的工作应力相互叠加,使其产生二次变形和残余应力的重新分布,不但会降低结构的刚度和稳定性而且在温度和介质的共同作用下,还会严重影响结构的疲劳强度、抗脆断能力、抵抗应力腐蚀开裂和高温蠕变开裂的能力。铸铁平台采用灰铁经铸造、时效、刮研而成,小型的铸铁平台也有研磨产品。刮制的平台(平板)工作面能贮存润滑油和容纳微小灰屑在凹坑中,提高了基准体现的可靠性与稳定性。产品精度依次分别为0,1,2,3级四个级别。强度高的铸铁平台,自身的使用寿命就可以达到很长,所以铸铁平台的强度决定着使用寿命是值得重示的。在 的铸造条件下,不同材质的灰口铸铁所能铸出的铸铁平台铸件小壁厚是不同的。当设计的壁厚小于铸铁平台的小壁厚时,铸铁平台铸件易产生浇注不足、冷隔等缺陷。同一铸铁平台上,内壁厚度应比外壁厚度小,中心的厚度应比连接壁小,以便使各部分壁的冷却速度均匀。适当的铸铁平台设计在很大程度上对于平台的强度具有很大的影响。
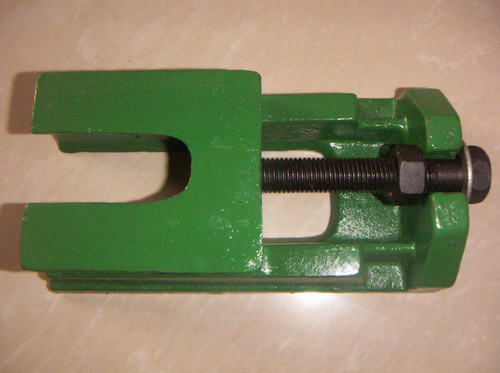
铸铁平板通常采用撑板直接在工作台上进行装夹。它所产生的夹紧力十分有利于对铸铁平板的装夹。为了保证铸铁平板装夹的可靠性和稳定性, 预先将铸铁检验平板的两个侧面加工好。否则,撑板与铸铁检验平板的侧面就不能很好的接触,会使铸铁检验平板受力不均而变形。装夹时, 使铸铁检验平板的基准面同工作台面或平垫铁贴紧。如果铸铁检验平板下面的缝隙是由于铸铁检验平板底面不平而产生的,则应该用铁皮垫实。此外,在装夹铸铁检验平板时夹紧力不能太大,否则会引起铸铁检验平板中间凸起,待加工后松开工铸铁检验平板,因弹性变形使铸铁检验平板中间成凹形。
铸铁平台的维修是钳工用刮刀在需要维修的铸铁平台工作面上刮去微量金属(刮研余量为5-30微米),使平台工作面恢复到检验工件时要求的几何精度的一种维修工艺。铸铁平台的维修研具:为了分辨平台工作面的几何精度误差和维修成都,要用到精密的平板、平尺、专用检具等。铸铁平台精度维修工艺:铸铁平台工作面涂一层很薄的显示剂,然后与维修研具一起对研,对研后工件表面的某些凸点就会清晰的显现出来,这个过程称为显点。常用的显示剂有红丹油和蓝油,显点后将显示出的凸点刮去,经过反复的显点和刮研,可使铸铁检验平台工作面的显示点数逐步增多并均匀分布,这表示平台工作面的几何精度误差在逐步减小。具体步骤是1.粗刮:粗刮的特点是采用长刮刀,行程较长(10mm-15mm之间),刀痕较宽(10mm),刮刀痕迹顺向,成片不重复.2.细刮:细刮的特点是采用短刮刀,(刀痕宽6mm,长5mm-10mm)之间,研点分散快.细刮时要朝着 方向刮,刮完一遍,刮遍时要成45度或60度方向交叉刮出网纹.3.精刮:精刮的特点是采用小刮刀或圆弧的精刮刀,刀痕约4mm,平均研点25㎡×25㎡上应为20-25点。
铸铁平板变形的原因,有可能是平板在翻砂后,没有好好的进行消除内应力的退火、时效。也有可能是在使用时,铸铁平板没有垫平,使得铸铁平板的四角的受力不均匀而造成了平台平板的变形。解决的办法是对检验平板重新进行时效处理,尽量使铸件结构合理外,并尽量使铸造应力小一点。有时在制造模样时采用反变形措施加以控制和调整。铸造残余应力常用自然时效和人工时效方法消除。消除检验平板的内应力;把变形的平板重新加工,使铸铁平板的恢复到原先的精度;在平板的使用过程中,要把平板的四个角垫平,使四个角的受力均匀,防止铸铁平板再次变形。
在操作铸铁平板时要行精度调试。然后把铸铁平板的台面擦洗洁净,在确保没有问题的情况下在运用,运用过程中,要注意避免工件和铸铁平板的作业面有过激的碰撞,避免损坏铸铁平板的作业面。工件的分量不能够超越铸铁平板的额外载荷,否则会形成精度质量下降,还有也许损坏平板的构造,甚至会形成铸铁平板变形,使之损坏无法运用。工作面不应有裂纹、锈斑、划痕、碰伤、凹陷、杂质以及影响平板准确度的其他缺陷;使用中的划线平板允许有不影响准确度的缺陷。检定方法采用目力观察和试验。尺寸小于或等于400mm×400mm的划线平板工作面上不得有砂眼。尺寸大于400mm×400mm的划线铸铁平板工作面上,直径不大于15mm且间距不小于80mm的砂眼允许用相同材料堵塞,但堵塞砂眼的数量不得超过6个。堵塞砂眼处材料的硬度应稍低于周围材料的硬度。
市场上任何类型的铸铁平台设备,都需要经过特殊的回火以及时效检具处理,对于这些铸铁检具设备的处理工艺,您能够进行科学正确的理解吗?所有正规铸铁平台的生产流程都是繁琐的,都需要制作者进行认真的对待。然而铸铁检具设备的回火处理就是 构成,在进行检具回火处理时需要将其放置于窑炉内部,现将窑炉内部的温度在八小时内升至550℃并且需要保持五小时;而后需要将窑炉内部的问题降至200℃以下需要能够持续保持两至四天。这就是进行铸铁平台检具回火处理的工艺,经过这些特殊检具回火处理,就能够满足相应的HB以及HT参数标准。