检验平台使用时要轻拿轻放工件,不要在检验平台上挪动比较粗糙的工件,以免对检验平台工作面造成磕碰,划伤等损坏。为了防止检验平台整体变形,使用完毕后,要将工件从检验平台上拿下来,避免工件长时间对检验平台重压造成检验平台的变形。检验平台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用检验平台的外包装将检验平台盖好,以防止平时不注意造成对检验平台工作面的损伤。
检验平台应安装在通风,干燥的环境中,并远离热源,有腐蚀的气体,有腐蚀的液体。检验平台安装时将检验平台的各个支撑点用调整垫铁垫好,垫实,由技术人员将检验平台调整至合格精度。检验平台还要按 标准实行定期周检,检定周期根据具体情况可为6-12个月。
在运输当中要注意保证检验平板不变形的一个重要环节,所以运输铸铁检验平板时要保证不超载,不超速,不疲劳驾驶,不在天气恶劣的情况下运输。
铸铁检验平台表面要用塑料膜封装,这种包装适于平板内陆运输,并有良好的防潮、防震、防锈和防野蛮装卸等保护平板的措施。铸铁平台属于量具,测量工具中的一种,避免磕碰是 的,铸铁检验平台包装是木制,上面不应承重超出它的负载的实物!如超重的铸铁平台铸件等。
铸铁平台暂时不用,如果不采用适当的防锈方法,会形成大面积的腐蚀,造成铸铁平台严重损坏。悬浮使用的铸铁平台锈分为短期锈和锈,锈油可分为现场机械锈和异地锈。临时生锈有两种方法:一是用同样的短期防锈,之后用平台上内置干燥剂密封罩的解决方案; 是防锈油生锈,然后用中性石蜡纸或苯甲酸钠纸包裹;存储架内的存储空间来到空中 高度。短期防锈保留是暂时的室内存储平台和工程,测量术语,但也不包括使用设备周末。设备,成品部件,现场设备上的防锈解决方案。简单的方法是清洗或清洗设备外观上的污垢,涂层锈蚀。轨道,固定装置等裸露出表面和固定部分刷防锈油,为了避免防锈油吸附粉尘,用覆盖布覆盖设备。铸铁平台内外部和内部刷或喷防锈油,加上密封盖。
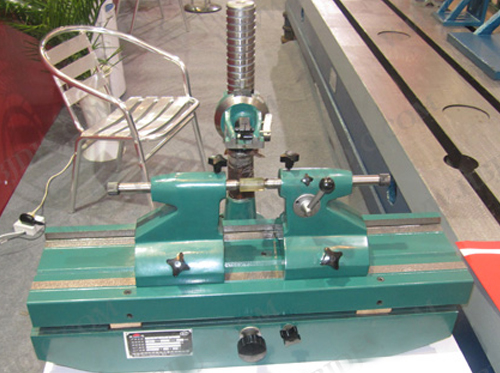
压砂前的准备工作很重要。 先选用什麽样的平台?采用那种压砂方法?选用什麽规格的砂子?心里应该清楚。修理量块的平台一般有灰铸铁、高磷球墨铸铁、高磷低金属球墨铸铁等三种。平板的硬度在HB(130~250)之间。采用硬度较低的平台压砂,嵌粗砂容易,适合于粗研,修出的量块表面粗糙度比较低,表面发白。采用硬度较高的平板,嵌粗砂困难,容易嵌入细砂,耐磨性不理想,修出量块的表面粗糙度高,色泽青亮。从我二十来年的工作经验看,采用硬度在HB(180~210)的平台,既压砂容易,,又适用于高精度的精密研磨,特别适用于量块修理。
平台的研磨方法一般有两种:一种是三板互研法,这种方法压砂的结果是,三块平台平面度都很好,三块平台的压砂效果基本一样,并且三块平板都可以使用,不用经常压砂,但对修理技术要求较高。所谓三板互研法是指三块平板相互之间依次互研,并且每块平台只能当下板两遍,实际共研磨6遍。另一种方法是两块板互研法,也叫子母板压法。这种方法是只用两块平台一上一下互研,用这种方法压砂结果是,两块平台的平面度基本吻合,上面平台的平面度凹,下板的平面度凸,并且下板的压砂效果要比上板的好。由于上板中间凹,不容易修理量块,一般不用上板,只用下板。缺点是下板的凸起程度不易掌握,只能用一块平板。每次压砂时需要研磨3~4遍才可以完成,每遍6分钟左右。两种方法相比较,本人经验觉得还是前者较好。
我们和大家到分析一下铸铁检验平台的砂眼在什么情况下出现。铸铁平台上的砂眼是铸件生产中 常见的一种缺点,这是因为在铸件凝结前没有排出金属液中的气体而构成的一种孔穴类缺点,依据气体的来历和构成的缘由不一样,通常分为分出性气孔,反响性气孔,侵入性气孔三种,其三者的特性,差异办法和构成的主要缘由。
1种情况是铸铁检验平台分出性气孔:分出性气孔是溶解在金属液中的气体,当金属液凝结时,气体从金属液中分出而构成的气孔,而在冷却的过程中,被溶解的气体便不断地分出,尤其是在凝结的期间,铸铁渠道气体分出 为激烈,在同一合金中,温度越高,气体的溶解度随之增大,分出性气孔的特性是数量多而涣散,铸铁渠道尺寸较小,形状成圆形,椭圆形和针状,通常分布在铸件的断面处,同一炉次的铸件中多数有这类情况发生,因为分出气体所构成的气泡很小,金属液的流动性已很低时,小气泡难以聚集上浮,就会在铸件内构成很多的涣散的小孔。
2种是划线检验平台反响性气孔:但凡铸型于金属液之间发作化学反响而发生的气体所构成的气孔,统称为反响性气孔,反响性气孔在铸件热处理曾经很难发现,在热处理消除外表的氧化皮后暴露,反响性气孔常出现在铸钢件和球墨铸铁件上,反响性气孔的特性是孔内的外表润滑,通常的孔径在1-3mm,常出现在铸件的表皮下1-2mm处,故又称为皮下气孔。