铸铁装配平板铸件形成过程中的关键工序之一,它对铸件的质量、制造成本、生产效率、劳动强度和环境污染等各方面都有重要的影响。
1、粘土砂湿砂造型工艺
的生产实践表明,具有成本低、污染小、、质量好等优点的射压、气冲造型和静压造型等高度机械化、自动化、湿度造型工艺,将成为我国今后中、小型铸件生产的重要发展趋势。
2、树脂砂造型造芯工艺
通过无或少污染的粘结济、催化剂,研究与之配套的环保处理设备,广泛应用和发展树脂自硬砂、冷芯盒自硬工艺、温芯盒法及壳型(芯)法。
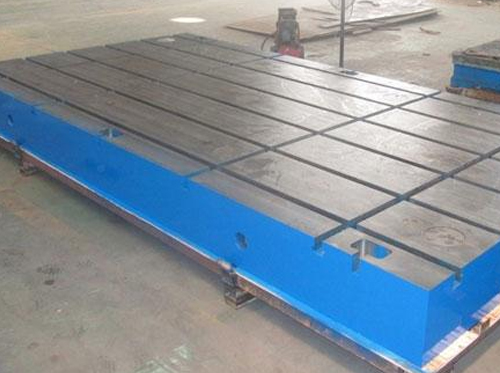
树脂泛造型工艺的产品铸铁装配平板,铸铁方箱,弯板等。
3、水玻璃砂造型造芯工艺
研究水玻璃的净化及改性以提高其粘结性能,新型水玻璃砂旧砂 回用工艺及设备,进一步推广酯硬化水玻璃砂在中大型铸铁装配平板上的应用。
4、铸造涂料
扩大和加强转移涂料、表面合金化涂料的应用和机理研究。
铸铁装配平板在铸造过程中常用的造型方法
手工造型常用方法:
手工造型:即紧砂与起模是由人来完成的。手工造型操作灵活,工装简单,但劳动强度大,生产率低,常用于单件和小批生产。下表为常用手工造型方法的特点和应用范围。造型是砂型铸造的重要工序,造型方法有手工造型和机器造型两类。
铸铁装配平板/铸铁装配平板的手工造型常用方法:
手工造型:即紧砂与起模是由人来完成的。手工造型操作灵活,工装简单,但劳动强度大,生产率低,常用于单件和小批生产。下表为常用手工造型方法的特点和应用范围。铸铁装配平板/铸铁装配平板的造型常用的方法是手工造型,这种方法在铸铁装配平板的生产过程中比较普遍。比如其它划线平台(板)、检验平台、装配平板、工装平板、焊接平板等也是此种造型方法。
铸铁装配平板铸造缩水情况,铸铁装配平板铸造时,金属液体向固态转变时,一般分三个阶段,液态收缩r1,凝固收缩r2,固态收缩r3,模具制造时考虑r1+r2+r3,就是铸件尺寸加r1+r2+r3,就是模具尺寸,r1+r2+r3,就是缩水量,一般说成缩尺,(模具尺寸-铸造尺寸)/铸造尺寸*100%=缩尺。由于金属的特性差异,r1,或r2,或r3中有的会是负值,及表现为膨胀,比如r2,球墨铸铁的石墨化膨胀,导致凝固时铸件尺寸在这个阶段变大,当然整个过程总体一般还是缩小的。
不赞成铸铁装配平板缩水是变形,或者说变形是错误的说法。
铸铁装配平板平面度的恢法,铸铁装配平板平面恢复光整加工的方法之一:刮研工艺。从刮削过程看,刮削是合力作用的过程,操作的熟练程度,刮研程度的深浅决定了刮削质量的优劣。
刮研工艺是平面光整加工的方法之一。刮研的目的是为了降低表面粗糙度值,提高接触精度和几何精度,从而提高机床的配合刚度、润滑性能、机械效益和使用寿命,也是仅用平面磨床和导轨磨床加工难以达到的,机床设备所的加工工艺。
所谓刮研,是刮削和研磨两个工序的结合。即平面刮削研磨显示,再平面刮削再研磨显示,如此往复,交替循环,不断运作。使铸铁装配平板的表面粗糙度值和形位误差逐步降低;接触精度、几何精度在运作中逐步提高,直到达到规定要求为止。
铸铁装配平板米字型划线测量的特性:
1、测量截面较少,且每个截面都有 的代表性,测点为特征点,便于反映被检铸铁装配平板平面总的弯曲态势及其平整性。
2、测点分布规则给用基面变换求取小区域法平面度带来方便。
3、测量精度较高。
4、通常对角线、长边、短边的长度均不相等,需采用不同跨距桥板检定,数据处理较麻烦。
5、这种按对角线截面为基面进行平面度评定的方法称为对角线法,该法实际上只是将观测结果统一到同一个基准面上,而没有避免由于多余观测产生的重复点的重复误差,这种保留矛盾的计算方法是不够合理的,因此该法需检验与控制其重复误差的大小。
6、该法易掌握、使用方便,了广泛应用。
铸铁装配平板的局部的精度受哪些因素影响及克服方法
在铸铁装配平板的制造和修理过程中,由于材质的硬度和均匀性、温度变化、刮制技术、合研的稳定性、研磨力的分布以及研磨剂的质量和其他因素的影响,都会使铸铁装配平板产生局部误差。三面互研法,不仅是铸铁装配平板传统的加工方法,而且也是铸铁装配平板常用的检验方法。
铸铁装配平板在翻转互研过程中,变形是无法 避免的。当用小平板或宽面平尺作为合研检具时,如果铸铁装配平板、铸铁平尺尺寸过小,就会使施力不稳定、不均匀,使表面不平整;平板、平尺尺寸过大,则会使平板变形。考虑到使用中铸铁装配平板(铸铁装配平板)的局部磨损及修后平板的不均匀性,局部误差的控制有 。
目前大都采用节距法来检定铸铁装配平板工作面的平面度。这种方法实际上是以平板工作面上个别点检定的数据计算值作为整块平板的平面度误差。由于该法受到检定手段及其数据处理方法等技术条件的限制,不可能对铸铁装配平板工作面做完整的检定,仍有局部位置(在大平板上为局部面积)未检定,也就无法对平板工作面全貌做出客观和详尽的描述。