铸铁件根据铸件的生产规模、生产方式、铸件的重要性、铸造工艺的成熟和稳定程度及检验项目的不同,可采取全检验和抽检两种不同的检验方式。全检就是逐个检查所生产的全部铸件的质量,这种检验方式通常适用于单件、小批量生产或试生产,或用于特殊场合的重要铸件的关键质量检验项目,例如高压容器类铸件的压力密封检验。成批或大量生产的铸件,在工艺稳定的前提下,可抽检铸件质量,即每批或每隔数批随机抽取规定数量的样品铸件或试样,组成样本,根据对样本质量的检验结果,判定其所代表的整批或数批铸件的质量。在大量生产的前提下,也可在流水线上按随机抽样的原则,每隔一段周期(时间或数量)抽取样品铸件组成样本,进行质量检验。这种检验方式可及时反映流水线生产铸件的质量起伏情况,生产工艺稳定程度及设备运行情况,及时发现和解决生产中存在的问题。
铸件质量检验的依据是:铸件图、铸造工艺文件、有关标准和铸件交货验收技术条件。
铸件质量分为铸件外观质量和铸件内在的质量。铸件外观质量包括:铸件尺寸公差、铸件表面粗糙度、铸件重量公差、浇冒口残留量、铸件补焊质量和铸件表面缺陷等;铸件内在质量包括:铸件力学性能、化学成分、金相组织、内部缺陷等。除此以外,还包括有关标准和铸件交货技术条件所要求的各种特殊的物理性能和化学性能等。
根据铸件质量检验结果,通常将铸件分为三类:合格品,返修品和废品。合格品是指外观质量和内在质量都符合有关标准或交货验收技术条件的铸件;返修品指外观质量货内在质量不 符合标准和验收条件,但是允许返修,返修之后能达到标准和交货验收技术条件的铸件;废品指外观质量或内在质量不合格,不允许返修或者返修后仍达不到标准和铸件交货验收技术条件的铸件。
随着生产的发展和市场竞争机制的形成,用户对产品的质量的要求也越来越高。许多的厂家提出了以“产品质量求生存、求发展”的响亮口号,这就是质量意识深入人心的具体体现。铸件对市场来说,同样是产品、商品,也应经过严格的检验才能进入市场,或者审定铸件是否合格,以及查找缺陷产生原因和防止缺陷产生,都是重要的工作。
铸件总结构是由壁部、圆角、肋板、孔腔和沟槽等构造互相连接、配合而成的,在保证铸件质量方面,应采取如下措施:
1、铸件应有合理的壁厚
铸件壁厚过薄,容易产生浇不到、冷隔、铸件过硬等缺陷,但铸件壁厚过厚又会使壁的中心部分晶粒粗大、力学性能差,甚至会产生缩松、缩孔等缺陷。因此,对铸件的壁厚需要确定一个小的允许值。
2、铸件壁的连接应合理
铸件内、外圆角及过度尺寸,都应采用逐渐的过度和较大的圆角相连接,避免突然转变,造成应力集中,引起裂纹等缺陷。壁厚力求均匀,避免产生肥厚部分,防止形成热节点。造成圆角及过度形式。
3、有利于补缩和实现顺序凝固
有的铸件壁厚差异较大,而铸造合金的体收缩也较大,很容易形成缩孔和缩松缺陷,则应仔细审查零件结构,采取相应的工艺措施,如安放冒口、冷铁等,创造条件,实现书序凝固。铸件外壁、内壁和肋的厚度应依次递减,使铸件具有均匀冷却条件。只有这样,才有可能使铸件减少热应力和产生裂纹的倾向。
4、防止铸件翘曲变形
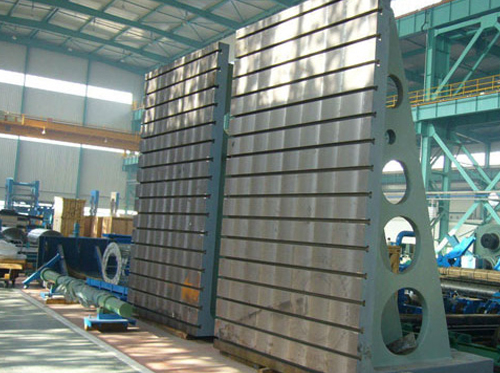
某些壁厚而又细长的铸件,面积较大的平板铸件,以及壁厚不均匀的细长形成箱体类(如床身类铸件),都会产生翘曲变形。这是因为铸件刚性较差或壁厚差异较大,以致各部分冷却不一样,引起较大的内应力,使铸件变形。可以通过改变铸件结构或采取人工时效,反变形模样等等方法来避免,或者采用激冷效果不同的砂型、冷铁加以防止。
5、避免水平位置有较大的平面
在浇注时,如果型内有较大的水平型腔,当液态金属上升到该位置时,由于断面扩大,上升速度减慢,炽热的金属液较长时间的烘烤顶部型面,极易造成夹砂等缺陷,同时也不利于技术夹杂物和气体的排除,因此尽可能手机城倾斜壁。